|

|
These first pictures show some of the major
component parts of the press. This is one of two
pieces of 4 inch wide channel. They are 16 inches long
and are used at the top and bottom of the press.
They are useful for mounting eye bolts and the blast shield
as well as providing a space in the base for the large
pressure bearing nuts. I chose to drill the two
holes where the 3/4 inch threaded rod goes through.
The task of drilling holes in a piece of channel is
not nearly as daunting as drilling through 3/4 inch
flat bar as shown below.
|

|
This picture
shows one of three pieces of 4 inch wide flat
bar. They are 3/4 inches thick and 14.5 inches
long. A notch has been cut in each end to accommodate
a 3/4 inch threaded rod. As you can see, the cutting
is very rough because it was done with a simple cutting
torch by the metal dealer. These three pieces cost me
$15 and the torch cutting cost another $5. You
very well might do better if you try to find this
material from a scrap dealer.
|

|
This is the six ton hydraulic piston
jack. I purchased it from an auto parts
store for about $20. The force of this
jack is sufficient to bend the pieces of
channel. This is why I needed to use the
pieces of flat bar to reinforce the channel
pieces at the top and bottom.
|
|
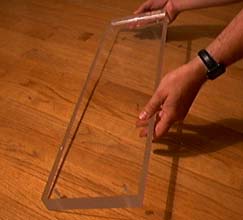
This is a piece of 1.25 inch thick plexiglass
that I used for the blast shield. I was very
fortunate to receive this free from Donald Haarman
who apparently salvaged it from a dumpster.
Thanks again, Donald!! Part of the fun of these
projects is the "scrounge" phase. Whatever is used
for the blast shield, it's very important to include
it. I certainly feel a whole lot safer with 1.25 inches
of plexiglass between the press and my face.
|

|
This close-up view of the top shows the
channel placed on top of the flat bar.
The threaded rods hold them both in place
with a nut and washer on each side. The
blast shield is bolted to the channel
through a wood offset block. This gives
me a little more working room around the
middle pressing deck.
|

|
The base of the press is assembled
identically to the top. The retraction
springs are attached to eye bolts which
are mounted through the base channel.
|

|
This picture shows the attachment of the blast shield to the base
channel. You can also see the bolt which secures the base of the
hydraulic jack to the base of the press frame.
|

|
This view from the opposite side of the blast shield illustrates
the attachment and placement of the retraction springs. The springs
add stability to the middle pressing deck and conveniently retract
it when the release valve of the jack is opened. These springs are
fairly expensive at $2.85 apiece, but are well worth the
contributions they make to the design.
|
|
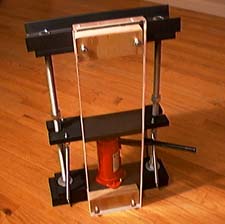
Finally, the finished product is shown. This press design was partially inspired
by a similar plan sold by Firefox Enterprises. The major difference is that the Firefox
design places the hydraulic jack on top of the pressing deck
and the object to be pressed is placed on the base of the pressing
frame. This way, the pressing surface comes down from above, whereas
the design shown here causes the pressing surface to push up. If you
are interested in the Firefox design, it only costs $4.00.
|
|

